





Repulpable Tape
Double sided repulpable tape provides a secure bond when the highest adhesion levels are required. The tape is commonly used to for high temperature splicing applications in corrugated cardboard facilities and the paper industry. This product dissolves 100% in water for recycling applications.
View ProductsProducts
Features & Benefits
-
Smooth, easy release from hand rolls for easy application
-
Ultra strong & durable
General Applications
-
Flying splices for paper applications and mills
-
Great permanent bond holding power
Frequently Asked Questions
Similar Products
| IncrediSeal 5206 | IncrediSeal 5208 | IncrediSeal 5201 | IncrediSeal 5122 |
|---|---|---|---|
| Dark Blue, 2.50 mil | White, 3.20 mil | Sky Blue, 4.40 mil | White, 8.60 mil |
| SIMILAR TO THESE PRODUCTS | |||
| 3M 900 (2.50 mil) | 3M 405 (3.0 mil) | 3M R3257 (4.10 mil) | R3187 (7.50 mil) |
| 3M 900B (2.50 mil) | 3M 906W (3.0 mil) | 3M R3287 (5.40 mil) | R3177 (7.00 mil) |
| TESA 51444 (1.97 mil) | 3M 913 (3.0 mil) | 3M R3127 (4.20 mil) | TESA 4446 (6.50 mil) |
| TESA 51913 (2.56 mil) | 3M R3227 (3.50 mil) | TESA 51917 (4.72 mil) | |
More About Repulpable Tape
Why does a paper mill use repulpable tape?
Repulpable tape is used in paper mills because it is designed to break down and dissolve during the pulping process, making it easier to recycle the paper. This type of tape is made from materials that are biodegradable and do not harm the machinery or the environment. By using repulpable tape, paper mills can ensure that their production process is more sustainable and less wasteful. Additionally, using repulpable tape reduces the risk of costly downtime caused by tape residue in the machinery.
Why is repulpable tape so expensive?
Repulpable tape is typically more expensive than traditional tape because it is made from specialized materials that are designed to break down and dissolve during the pulping process. These materials are often more costly to produce and can add to the overall cost of the tape. Additionally, the production process for repulpable tape is often more complex and time-consuming, which can also contribute to its higher price. Furthermore, the market demand for repulpable tape is relatively low due to its specialty use, this can lead to higher prices due to limited economies of scale.
Where can I buy repulpable tape?
Repulpable tape can be purchased from a variety of sources, including industrial supply companies, packaging supply companies, and online retailers. IncrediSeal is a brand of repulpable tape that’s gets slit down at Universal Packaging, Inc. in Maryland. You can also search for repulpable tape on websites such as Amazon and find multiple options. It’s also recommended to check with local paper mills or recycling centers to see if they sell or use repulpable tape, they may also be able to recommend suppliers. It’s important to make sure you are buying from a reputable supplier that can ensure the tape is truly repulpable and meets industry standards.
Repulpable tapes come in different colors for several reasons:
-
Identification: Different colors can be used to identify different types of tape or indicate the specific use of the tape. For example, a mill might use one color for standard repulpable tape and a different color for tape used in a specific area or process.
-
Visibility: Using different colors can make it easier to spot the tape on the paper or in the recycling process.
-
Traceability:* Different colors can be used to trace back the tape to the specific roll or batch it came from, in case of a quality issue or a recall.
-
Branding: Some manufacturers may use different colors to distinguish their tape from competitors' tape, or as a way to promote their brand.
Overall, the use of different colors in repulpable tapes is a way to improve organization, traceability and safety in paper mills and recycling centers.
What is single sided repulpable tape used for?
Single-sided repulpable tape is a type of tape that is designed to break down and dissolve during the pulping process, making it easier to recycle the paper. It is typically used in paper mills and recycling centers for a variety of applications, including:
Splicing: Single-sided repulpable tape can be used to join two or more rolls of paper together during the production process, allowing the paper to be fed through the machinery as one continuous roll.
Holding: The tape can be used to hold paper in place during the production process, such as holding down a paper web as it is wound onto a roll.
Labeling: The tape can be used to label paper products, such as providing product identification or indicating the grade of the paper.
Repairs: The tape can be used to make temporary repairs to paper products, such as patching a tear in the paper.
Overall, single-sided repulpable tape is a versatile tool that is used to improve the efficiency, quality and sustainability of paper production and recycling processes.
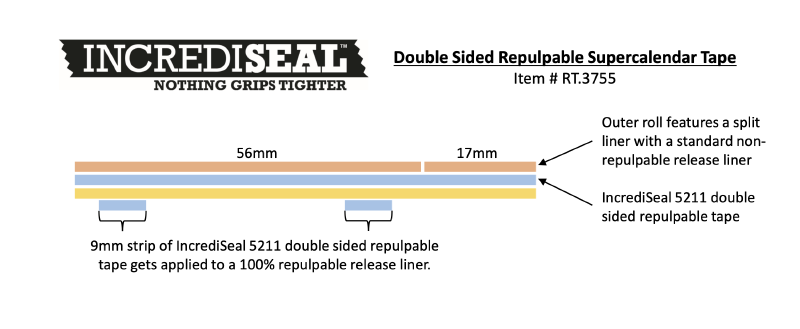
What is double sided repulpable tape used for?
Double-sided repulpable tape is a type of tape that is designed to break down and dissolve during the pulping process, making it easier to recycle the paper. It is typically used in paper mills and recycling centers for a variety of applications, including:
Splicing: Double-sided repulpable tape can be used to join two or more rolls of paper together during the production process, allowing the paper to be fed through the machinery as one continuous roll.
Layering: The tape can be used to layer multiple sheets of paper together to create a thicker or more durable product, such as corrugated cardboard.
Holding: The tape can be used to hold paper in place during the production process, such as holding down a paper web as it is wound onto a roll.
Repairs: The tape can be used to make temporary repairs to paper products, such as patching a tear in the paper.
Lamination: The tape can be used to laminate two or more sheets of paper together by sticking them with the double sided tape, this is commonly used for creating folded cartons and boxes.
Overall, double-sided repulpable tape is a versatile tool that is used to improve the efficiency, quality and sustainability of paper production and recycling processes.
What temperature does a paper pulper operate at?
A paper pulper typically operates at a temperature between 160-190°F (70-88°C). The exact temperature will depend on the type of pulper and the specific process being used.
For example, in the case of a "Kraft" pulping process, which is used to make paper from wood chips, the temperature is usually around 180-190°F (82-88°C). This high temperature is required to effectively break down the lignin in the wood chips and separate the fibers, which is a crucial step in the pulping process.
On the other hand, in the case of a "Chemical" pulping process, which is used to make paper from recycled paper, the temperature is usually around 150-160°F (65-71°C). This lower temperature is required to avoid breaking down the fibers too much and maintain a good strength of the fibers.
It’s important to note that the temperature of the pulper and the duration of the process are closely controlled to achieve the desired properties of the final paper product.
What products go inside a paper pulper?
A paper pulper is a machine that is used to break down and separate the fibers in a variety of raw materials to create paper. The specific materials that are used in a paper pulper will depend on the type of pulping process and the type of paper being produced. Some common materials that go into a paper pulper include:
Wood chips: Wood chips from trees such as pine and spruce are used in a Kraft pulping process to make paper from new wood.
Recycled paper: Recycled paper, such as newspapers, cardboard, and office paper, can be used in a chemical pulping process to make new paper.
Straw, bamboo, hemp, and other plant fibers: These fibers can be used in a mechanical pulping process to make paper.
Fruit waste and agricultural waste: These materials can be used to make pulp for paper production, or to make other products such as biofuels.
The materials are mixed with water and chemicals (depending on the pulping process) and then processed in the pulper to break down the fibers and separate them from other materials such as lignin, resin, and wax. After pulping, the fibers are cleaned, screened, and then processed further to make paper.
It’s important to note that the pulping process can be a complex and controlled process and different raw materials will require different conditions and procedures in order to get the desired properties of the final paper product.
What would cause a paper pulper to get jammed and shut down?
There are several factors that can cause a paper pulper to get jammed and shut down:
Foreign objects: Paper pulpers can get jammed if they encounter large foreign objects such as metal, plastic, or glass, which can damage the machinery or cause it to stop working.
Excessive moisture: If the raw materials going into the pulper have an excessive moisture content, it can cause the fibers to clump together and form a blockage.
Improper chemical balance: If the chemical balance of the pulping process is not correct, it can cause the fibers to clump together, form a blockage, or even cause damage to the machinery.
Improper temperature: If the temperature of the pulping process is not at the correct level, it can cause the fibers to clump together or cause damage to the machinery.
Improperly maintained equipment: Lack of regular maintenance or failure to replace worn parts can cause the machinery to malfunction and lead to jams.
Overloading: If the pulper is overloaded with raw materials, it can cause the fibers to clump together and form a blockage, or cause damage to the machinery.
Preventive maintenance and regular monitoring of the pulping process can help minimize the likelihood of these issues, and minimize downtime. It’s important to have a proper plan and schedule for maintenance, and to have trained personnel to operate and maintain the pulper.
